







T型槽平板的划线找正又可分毛坯划线和光坯划线两种,在光坯上做划线时,工件与铸铁圆形平板的平面接触时,就是已经加工完成的基准面,不存在向毛坯划线那样的找正疑问。光坯划线应以加工的规划基准作为划线基准。可以以两个相互笔直的平面为基准;以一个平面与一个基地平面为基准;或者以两个相互笔直的基地平面为基准。
 T型槽平板的铸造注意事项:
T型槽平板的铸造注意事项:一、刨T型槽的凹槽时,切削用量要求,并且要用手动走刀,以免损坏刀具和工件。
二、在刨削T型槽过程中要注意刀具的非切削部分不要与铸铁圆形平板发生摩擦或碰撞,以免造成事故或产生废品。
三、每次切削行程的终了、回程开始之间,要切刨刀抬出槽处。因此,前后越程都应该适当放大,以便有较充足的进间和空间抬刀或落刀。
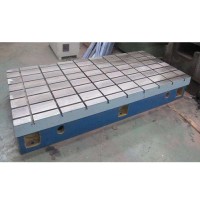
T型槽平板在浇注完成后开始用振动清沙和人工除沙并清理铸铁圆形平板毛坯周围的废弃物,清沙完哔后铸件自然放凉并开始次回火(时效处理),铸件在回火窑升温至780°并在窑种和窑的温度同时降至50°方可出窑。铸铁圆形平板的铸件在粗加工的时候使用的是龙门刨床和断面铣床使铸铁圆形平板四周及上下面成正方形或是长方形,如果需要开T型槽在刨完平面后放置后才能开T型槽或是U型槽、矩型槽等加工。如果客户需要的精度较不错个光洁度较不错,那经过粗加工后用6000*3000的数控龙门铣床进行精加工,数控龙门铣床加工后的精度直线度和平面度每米误差0.008mm,光洁度可以控制在1.2以内经过人工抛光后光洁度高可以达到0.8。如果在铸铁圆形平板上进行钻孔或是绞螺纹孔也可以用数控龙门铣床进行一次性完成,光洁度高。
T型槽平板的工艺流程:
一、铸铁T型槽平板毛坯:按技术要求制图纸、按图纸制作木型或泡沫型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
二、机械加工:外观检验并划线、在机床上工件、加工、检验、回火;
三、上机床、按图纸要求加工、送检验科检验;
四、工件调平、人工刮研、检验科检验;
五、外观处理、喷漆、包装、入库。
T型槽平板的防锈问题按照生锈时间的长短可分为长期生锈和短期生锈两种,而按照生锈的位置的不同又可以分为现场整机防锈和异地防锈两种。在制作的过程中,要进行回火,在600-700度的高温下进行退火处理,这样能够增T型槽焊接平板的精度。T型槽焊接平板的四个支撑点要垫好。为了防止T型槽平板发生变形,在吊装T型槽平板时,要用比较结实的钢丝绳同时绑住T型槽平板上的四个起重孔,将T型槽平板平稳的装在运输车上。在经过刮研的T型槽平板上推动表座、工件比较顺畅,无发涩感觉,方便了测量,确定了测量准确性。
泊头市康恒工量具制造有限公司【http://www.khjxlj.com/】主营产品有:铸铁圆形平板、铸铁焊接平板、三维柔性焊接平板、花岗石量具、镁铝合金量具、数控床身铸件、大型床身铸件、铸铁平尺、T型槽平板、机床垫铁、检验方箱、V型块、铸铁弯板、偏摆检查仪、铸铁护栏底座等系列产品。产品种类多样,重信用、守合同,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,取得了广大用户的普遍赞誉和支持。
铸铁弯板http://www.khjxlj.com/
检验方箱http://www.khjxlj.com/
T型槽平板http://www.khjxlj.com/
数控床身铸件http://www.khjxlj.com/
大型床身铸件http://www.khjxlj.com/
铸铁圆形平板http://www.khjxlj.com/
原文链接:http://www.knots.cn/chanpin/show-114721.html,转载和复制请保留此链接。
以上就是关于T型槽平板怎么样-「康恒工量具」铸铁弯板|方箱费用@湖南长沙全部的内容,关注我们,带您了解更多相关内容。
以上就是关于T型槽平板怎么样-「康恒工量具」铸铁弯板|方箱费用@湖南长沙全部的内容,关注我们,带您了解更多相关内容。







