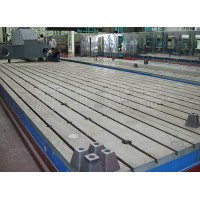
装配平台技术要求:
1、装配平台工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。
2、装配平台的铸造表面应 型砂且平整,涂漆牢固。
3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
4、装配平台应采用 细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220HB。
5、装配平台工作面通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra的允许值为5um。
6、平面度公差见表2的规定。
7、采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。

【一】、工程设备工装工具
工艺装备和工具都十分重要,只有先进的装备工艺才能提高精度和效率。焊接机器人和加工中心已经成为工程设备制造中焊接、加工常用的设备,但在装配过程中,这些先进的装备几乎没有。
工程设备装配中常用的工装工具主要有压装机、拧紧机等。轴承内圈与轴、外圈与孔的装配以及销与孔的装配有很多情况采用过盈配合,采用加热与冷冻的方法可以便于装配,但是较为麻烦,还需要专业的工业加热箱和冷柜。如果采用压装工艺,效率会提高,当然,需要设计专门的压装机。压装机主要是液压油缸驱动,结构简单、适用性强,可以定点压装,也可以通过起重设备吊运在不同位置使用。
连接紧固是装配作业的主要内容。工程设备所用的部分螺栓直径较大,而且一些关键部位的螺纹连接对拧紧力矩有着较高的要求,比如传动件、工装装置的连接等,必须靠拧紧工具进行装配。但是,目前广泛采用的还是普通气动扳手,不能对拧紧力矩进行有效控制,导致后期螺栓松动。为了保证拧紧力矩,一些企业采用普通拧紧工具紧固后再用扭力扳手进行校准,但是扭力扳手较笨重,2000Nm以上的扭力扳手需要两人抬着操作。因此,大直径螺栓紧固力矩的控制只能采用抽检,这为螺栓松动造成的质量事故留下了隐患。为了保证螺栓连接的可靠性,全面控制螺栓拧紧力矩,一些大型企业开始采用定扭矩拧紧工具,包括定扭矩电动扳手、风扳机和多轴拧紧机等。
在检验平台上,利用指示表、方箱和V形架等辅助工具可以进行各种检测,常用的检验平板工作面硬度为170~220HB。
【二】、装配钳工拆卸的操作要点
在进行拆卸操作时,要严格根据相关的标准规范来进行,根据结构特点来确定操作顺序,不可盲目拆卸,在拆卸时,禁止用重物打击零件表面,这很容易对正常件造成损伤。此外,作为钳工,还要了解零件旋松的正确方向,妥善处理拆卸后的零部件,做好记号,按照要求套在一起,避免出现混乱。
河北威岳机械有限公司(http://www.chinaweiyue.com)位于中国工量具生产基地——泊头市。公司始建于1968年,是原机械部量具定点生产厂,公司产品T型槽平台和试验平台广泛应用于机械、发动机的动力实验、设备调试,具有较好的平面稳定性和韧性,同时为了方便用户,可根据客户要求加工订做各种铸件、非标准量具、地轨、槽铁、铁底板等产品。
原文链接:http://www.knots.cn/chanpin/show-125930.html,转载和复制请保留此链接。
以上就是关于辽宁平板量具厂家/威岳量具/量身订制装配平台全部的内容,关注我们,带您了解更多相关内容。
以上就是关于辽宁平板量具厂家/威岳量具/量身订制装配平台全部的内容,关注我们,带您了解更多相关内容。