


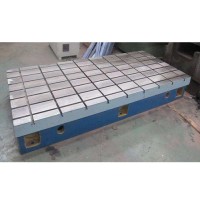





 T型槽平板在浇注完成后开始用振动清沙和人工除沙并清理铸铁圆形平板毛坯周围的废弃物,清沙完哔后铸件自然放凉并开始次回火(时效处理),铸件在回火窑升温至780°并在窑种和窑的温度同时降至50°方可出窑。铸铁圆形平板的铸件在粗加工的时候使用的是龙门刨床和断面铣床使铸铁圆形平板四周及上下面成正方形或是长方形,如果需要开T型槽在刨完平面后放置后才能开T型槽或是U型槽、矩型槽等加工。如果客户需要的精度较不错个光洁度较不错,那经过粗加工后用6000*3000的数控龙门铣床进行精加工,数控龙门铣床加工后的精度直线度和平面度每米误差0.008mm,光洁度可以控制在1.2以内经过人工抛光后光洁度高可以达到0.8。如果在铸铁圆形平板上进行钻孔或是绞螺纹孔也可以用数控龙门铣床进行一次性完成,光洁度高。
T型槽平板在浇注完成后开始用振动清沙和人工除沙并清理铸铁圆形平板毛坯周围的废弃物,清沙完哔后铸件自然放凉并开始次回火(时效处理),铸件在回火窑升温至780°并在窑种和窑的温度同时降至50°方可出窑。铸铁圆形平板的铸件在粗加工的时候使用的是龙门刨床和断面铣床使铸铁圆形平板四周及上下面成正方形或是长方形,如果需要开T型槽在刨完平面后放置后才能开T型槽或是U型槽、矩型槽等加工。如果客户需要的精度较不错个光洁度较不错,那经过粗加工后用6000*3000的数控龙门铣床进行精加工,数控龙门铣床加工后的精度直线度和平面度每米误差0.008mm,光洁度可以控制在1.2以内经过人工抛光后光洁度高可以达到0.8。如果在铸铁圆形平板上进行钻孔或是绞螺纹孔也可以用数控龙门铣床进行一次性完成,光洁度高。 T型槽平板也可以用做电机试验平台,它主要用于各种机械检测及其他产品的振动试验,疲劳试验、拼接、等各种用途,试验平台的上面可以有孔和T型槽,用来固定工件,安装后能隔离振动,另外试验平台能控制排出的水油。常见的试验平台如:变速箱试验平台、仪表试验平台、电机试验平台、动力试验平台、拉力试验平台等。
T型槽平板的铸造注意事项:
一、刨T型槽的凹槽时,切削用量要求,并且要用手动走刀,以免损坏刀具和工件。
二、在刨削T型槽过程中要注意刀具的非切削部分不要与铸铁平板发生摩擦或碰撞,以免造成事故或产生废品。
三、每次切削行程的终了、回程开始之间,要切刨刀抬出槽处。因此,前后越程都应该适当放大,以便有较充足的进间和空间抬刀或落刀。
T型槽平板铸造过程中的铸铁类型:
一、铬系抗磨铸铁:由于消失模铸造冷却速度慢,宜用重稀土钇对铬系白口铁的组织及性能进行变质细化;加铜,铬镍,钒钛微合金化改进基体组织性能;如果性不足则调整基体碳化物的大小,形状,分布来改变(通过加铬、钒、钛、钨等)。各类不同铸铁的铸件因消失模铸造冷却速度慢而影响其性能,可用上述相应措施进行调整。
二、球墨铸铁:用感应电炉熔炼,提升了铁液温度,需要采用适合感应电炉熔炼的球铁和孕育球化剂。
三、调整铁液:尽管不同种类的干砂热容量(比热)有差异,但铸型的冷却速度均比砂型铸造要慢,对灰铸造铁而言,出现白口倾向较少;对球墨铸造铁而言,干砂铸型刚度不及金属型(或覆砂金属型);浇注铬系白口铸铁时铸件表面不及金属型浇注所形成的铸件硬壳来得,因此要调整铁液或相应措施。
泊头市康恒工量具制造有限公司【http://www.khjxlj.com/】主营产品有:铸铁圆形平板、铸铁焊接平板、三维柔性焊接平板、花岗石量具、镁铝合金量具、数控床身铸件、大型床身铸件、铸铁平尺、T型槽平板、机床垫铁、检验方箱、V型块、铸铁弯板、偏摆检查仪、铸铁护栏底座等系列产品。产品种类多样,重信用、守合同,以多品种经营特色和薄利多销的原则,赢得广大客户的信任,取得广大用户的普遍赞誉和支持。
铸铁弯板http://www.khjxlj.com/
检验方箱http://www.khjxlj.com/
T型槽平板http://www.khjxlj.com/
数控床身铸件http://www.khjxlj.com/khjczjxl/khjczjxl22.html
大型床身铸件http://www.khjxlj.com/khjczjxl/khjczjxl24.html
铸铁圆形平板http://www.khjxlj.com/
三维柔性焊接平台http://www.khjxlj.com/khswrxhj/khswrxhj.html
原文链接:http://www.knots.cn/chanpin/show-127207.html,转载和复制请保留此链接。
以上就是关于T型槽平板厂家「康恒工量具」弯板@方箱@铸件出售@青海西宁全部的内容,关注我们,带您了解更多相关内容。
以上就是关于T型槽平板厂家「康恒工量具」弯板@方箱@铸件出售@青海西宁全部的内容,关注我们,带您了解更多相关内容。







