





在操作铸铁平台时要先进行精度调试。然后把铸铁平台的台面擦洗洁净,在确保没有问题的情况下在运用,运用过程中,要注意避免工件和铸铁平台的作业面有过激的碰撞,避免损坏铸铁平台的作业面。工件的分量不能够超越铸铁平台的额外载荷,否则会形成精度质量下降,还有也许损坏平板的构造,甚至会形成铸铁平台变形,使之损坏无法运用。工作面不应有裂纹、锈斑、划痕、碰伤、凹陷、杂质以及影响平板准确度的其他缺陷;使用中的划线平板允许有不影响准确度的缺陷。检定方法采用目力观察和试验。尺寸小于或等于400mm*400mm的划线平板工作面上不得有砂眼。尺寸大于400mm*400mm的划线铸铁平台工作面上,直径不大于15mm且间距不小于80mm的砂眼允许用相同材料堵塞,但堵塞砂眼的数量不得超过6个。堵塞砂眼处材料的硬度应稍低于周围材料的硬度。
 在生产铸铁划线平台过程中的问题就是铸件有缩松缺陷,为了解决此问题,不少专家进行研究,现在针对解决划线平台铸件缩松缺陷总结了以下几点:
在生产铸铁划线平台过程中的问题就是铸件有缩松缺陷,为了解决此问题,不少专家进行研究,现在针对解决划线平台铸件缩松缺陷总结了以下几点:其一、改变铸件内浇道的位置。
其二、合理的工艺设计。内浇道内浇道设在铸件相对溥壁处,数时多且分散。使早进入厚壁处的金属液率先凝固,薄壁处后凝固,使各处基本达到均衡凝固。对于壁厚均匀的机床铸件,采用多个内浇道和出气孔。内浇道多,分散与均布,使整体热量均衡。出气孔细且多,即排气通畅又起散热作用。
其三、在铸件结构形成的厚处与热节处,实行快速凝固,人为地造成铸件各处温度场的基本平衡。采用内外冷铁,局部采用蓄热量大的锆英砂,铬铁矿砂或特种涂料。
铸铁平板铸造时的注意事项:铸造碾砂过程的控制,型砂的性能将直接影响量具铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提高透气性、流动性等。铸造浇注过程的控制。浇注前要对铸水进行孕育和扒渣处理。在浇注过程中要不断流、平稳,以避免冲砂而形成砂眼。跑火时要及时堵住漏铸水的部位,并补足铸水,以减少冷隔、浇不足等缺陷。铸造清理过程的控制,清理过程是量具铸件冷却后从铸型中清理量具铸件,以获得表面无缺陷的量具铸件。
铸铁平板的切削加工性及基准面:在机械生产中,为了稳定铸件尺寸,常将铸件在室温下长期放置,然后才进行切削加工。这种措施也被称为时效。但这种时效不属于金属热处理工艺。在铸铁平板生产中,为了消去铸铁平板在长期使用中尺寸、形状发生变化,常在低温回火后精加工前,把平台重新加热到100-150摄氏度,保持一定时间,通过这种时效处理来稳定平台的质量。
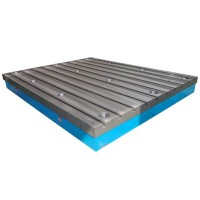
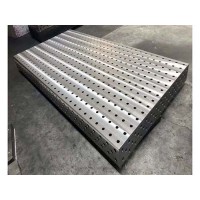
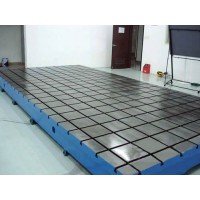
泊头市久丰量具制造有限公司(http://www.btjflj.com)是一家铸造加工铸铁平台的实体企业,主要产品有:铸铁T型槽平台(http://www.btjflj.com/jfztpt/jfztpt53.html)、装配平台(http://www.btjflj.com/jfztpt/jfztpt52.html),所有产品精密度高、质量可靠、价格合理,铸铁T型槽划线平台(http://www.btjflj.com)、钳工装配平台(http://www.btjflj.com)赢得了广大客户的信赖和赞誉。我公司拥有完善的售后服务网络,能对您的售后提供全力支持,帮助您得到满意的设备,本公司将以全新的面貌,好的产品,优的服务,诚挚欢迎新老客户前来参观指导、考察、合作。
原文链接:http://www.knots.cn/chanpin/show-32646.html,转载和复制请保留此链接。
以上就是关于上海铸铁平台生产制造/久丰量具制造有限公司售后完善全部的内容,关注我们,带您了解更多相关内容。
以上就是关于上海铸铁平台生产制造/久丰量具制造有限公司售后完善全部的内容,关注我们,带您了解更多相关内容。