








一、厚度要求:主要包括平台上工作面厚度,钳工工作台侧围厚度和高度,以及底面筋板的厚度、高度和密度。
二、材质要求:铸铁HT200-300,硬度:HB170-240。
三、人工退火:试验平台在回火窑经过600-700度高温退火时效处理。
四、自然时效:按国标标准应该是2-3年自然时效,焊接平台由于此工序时间太长,企业受影响已不可能等待那么长时间,多以激振器通过振动时效代替。虽然这种工艺的效果尚未明确,机床铸件但在上已普遍使用。
五、沙眼与气孔:0级与1级平台不允许有气孔与沙眼,2级和3级可以用与平台同材质固体填充气孔沙眼。注意:填充物的的硬度要低于平台本身的硬度压力机垫板。
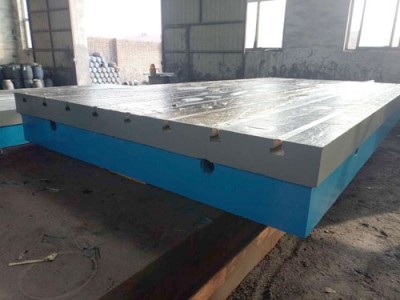
六、铲刮工艺:人工铲刮在人防焊接平台加工过程中是重要的工艺,数控等高垫板它决定了人防焊接平台的平面度误差大小,以及工作面的可接触点数。0级板平台在每边为25㎜平方的范围内不少于25点;1级平台在每边为25㎜平方的范围内不少于20点;2级平板平台在每边为25㎜平方的范围内不少于16点;3级平板平台在每边为25㎜平方的范围内不少于12点。铲刮完成后平台四个边棱倒钝。
 人防焊接平台的使用温度要适当与结构
人防焊接平台的使用温度要适当与结构(一)、人防焊接平台的使用温度要适当
一、冲型流动性由此下降,再加上凝固,液体附近的其渣来不及浮集到冒口内,生成气孔的几率加大,当然浇注温度与冶炼的材料匹配,以避免因温度高或低而产生的其它铸造。
二、由于消失模的冲型过程中要放热气化泡沫,钢铁的浇注温度较砂型铸造高30-50℃金属与泡沫的热作用受热浇注温度制约,浇注温度适宜热解充足,模样的热解产物主要是呈小分子气态。
三、在负压场的作用下排除型腔,当浇注温度低时,模样的解热不充足,液相残留物会堵塞涂料层,解热气体排除受阻,型腔内反压力。
人防焊接平台准确的孔定位需要焊接的产品,可作为机器人焊接工作台全自动焊接箱体,准确焊接、省时、省力、省工节省需多费用。主要是焊接出的产品精度、垂直、平行都能达到标准。夹具都是可以反复使用的,焊接圆形,长方体、正方体、配合好三维工装夹具都是可以焊接成品。可用于箱体钣金焊接使焊接出的产品较加平整准确,人防焊接平台平面度和孔位是有机床铸件全部加工,精度可以达到使用标准。
规范作业在人防焊接平台加工行业被逐步重视起来,市场对柔性人防焊接平台的需求也随之加大,越是的部件焊接加工越是离不开平台的使用,跟机器人配合可普遍地应用于铁路、冶金、汽车等各个行业,具有很好的投资发展前景。
人防焊接平台普遍适用于钢结构、各种车辆车身、轨道交通焊接、自行车摩托车、工程机械、框架和箱体、压力容器、机器人焊接、钣金加工、金属家具、设备装配、工业管道(法兰)、检测系统。
(二)、人防焊接平台的结构
三维:代表三个方向一般夹具都是纵向和横向没有垂直方向。人防焊接平板大面有二个方向,四周边可用作垂直方向的安装,从而达到立体组合。
孔系:这套夹具的主要特点就是从平台到附件都是标准孔没有传统的螺纹或T型槽,配合锁销就能使装配变得方便。
组合:因为所有附件都是事先预制好的,可根据产品的需求任意组合及调整。
柔性:因为有上述功能整套装备可根据产品的变化而变化,一套夹具就可完成几个产品或几十个产品的需求,从而产品的、试制的进程,节省大量的人力、物力和财力(环保和低碳产品)。
焊接:本产品是专为焊接制品的而设计的通用夹具;用于焊接方便、灵活、与传统的焊接方式许多。
泊头市海红机械有限公司(http://www.haihongglj.cn)主要产品有三维焊接柔性平台、人防焊接平台、机床铸件、机床机械铸件,花岗石平台及量具等以及加工中心副工作台、产品广泛应用于电站、冶金、机械、化工、船舶、、环保、航空、汽车、农机、电器、仪表、器械、五金等生产,产品的设计、及销售。
原文链接:http://www.knots.cn/chanpin/show-63755.html,转载和复制请保留此链接。
以上就是关于贵州人防焊接平板生产~泊头海红工量具加工订制人防焊接平台全部的内容,关注我们,带您了解更多相关内容。
以上就是关于贵州人防焊接平板生产~泊头海红工量具加工订制人防焊接平台全部的内容,关注我们,带您了解更多相关内容。







