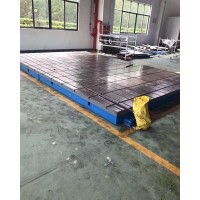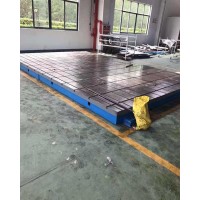




大型铸铁平台就是在铸铁平板上刨出T型槽的凹槽,达到切削用量要求,并且要用手动走刀,以免损坏刀具和工件。每次切削行程的终了、回程开始之间,要切刨刀抬出槽处。因此,前后越程都应该适当放大,以便有较充足的进间和空间抬刀或落刀。在刨削T型槽过程中要注意刀具的非切削部分不要与铸铁平板发生摩擦或碰撞,以免造成事故或产生废品。
大型铸铁平台上的T型槽是经过刨床或者龙门铣床加工出来的,T型槽不能用T型槽铣刀直接加工,因为T型刀没有螺旋排屑槽,在开槽时切屑不能流畅的排出来,很容易断刀。再说成型刀具的切削性能本来就没有立铣刀好,只是相对方便而已。建议先用立铣刀开粗,然后再用T型刀开槽。注意切削液要充分,压力要大。我公司生产配重铁
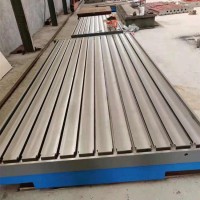
我们要注意到的是使用牛头刨加工时,工件按所需要的T形槽划好线后先用切刀将直槽开好然后用定做的横切刀将横槽开出就行,但开横槽要注意很容易折刀。工件按所需要的燕尾槽划线然后用切刀将余量去掉,之后用左右偏刀转动角度将槽开出。
大型铸铁平台在出型时都需要进行一道工序那就是落砂,铸铁平台铸件经过落砂,铸件外部型砂基本剥离,部分溃散性好的砂芯也都留在落砂系统上,但芯砂落砂往往都不,特别是溃散性差的砂芯,需要清砂除芯工序处理。
铸铁平台铸件清砂工艺分为手工操作,机械操作和水力清砂三种方式.大型铸铁平台的铸件要一边挖一边进行清砂的工作,人工清砂费用低,有些局部处理的不是很干净。劳动强度大,效率低,条件差,污染环境,除少数特殊件,工作量很少的情况下,应予淘汰,而抛丸清砂则相反,费用高,铸铁平台表面清理的非常干净。大型铸铁平台进行抛丸清理的理想温度好是接近环境温度,但每家铸造厂的冷却时间不尽相同,因此铸铁平台铸件进入抛丸室的温度差别也很悬殊。因此抛丸机在设计时,应考虑到用户生产可能的高温度,假设客户需要对如此端高温的铸铁平台铸件进行清理,设计的抛丸机就符合这样的要求,如此才能减少日后的维修,停机和其他包括操作隐患等问题。
水力清砂用于大型铸件,特别是芯砂溃散性不是很好的情况下,显示出较大的优越性,一般由水力清砂,旧砂湿法及污水处理和再循环利用三系统组成,生产效率,劳动条件,劳动强度,环境保护,清理效果都比较好。但比例较大,占地面积也比较大。
一般铸造厂用的抛丸机可处理表面温度高度100℃左右的铸件。在这样的温度下,就不适宜用橡胶履带输送式抛丸机,而要选择用钢履带式或锰钢履带输送式抛丸机。在高的温度,如高达175℃时,就辅以特殊的密封,幕帘和提升机履带。http://www.chinaweiyue.com/
由于铸铁平台刚度是衡量铸铁平台质量的重要指标,铸铁平台在使用中要承受荷重,若铸铁平台刚度差,承受荷重后产生的挠度大,使平面度超差,也就不再起应有的基准平面作用。因此铸铁平台刚度是影响其使用精度的重要因素,要求铸铁平台结构设计保证铸铁平台有足够的刚度,所以说铸铁平板刚度是衡量铸铁平台质量的重要指标。我国和标准已把这一指标列入铸铁平台质量考核项目。
大型铸铁平台是以固定形式复现量值的器具,它是实物量具。铸铁平台工作面常作为平面基准,用来校对和调整其他测器具或作为标准与被测件进行比较,专门用于形位误差和测量,因此铸铁平台是形位误差测量器具。
以上就是关于上海大型铸铁平台 打样加工铸铁平台 稳定系数高全部的内容,关注我们,带您了解更多相关内容。