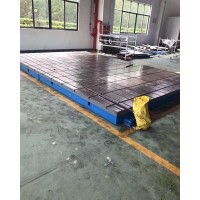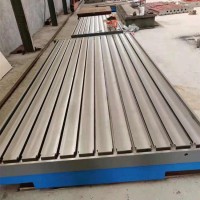




T型槽铸铁平台就是在铸铁平台表面上开T型槽,T型槽的尺寸和数量根据客户的实际需要来确定,一般确定了尺寸,相应的数据都有标准的要求。
T型槽铸铁平台工作面开槽的尺寸决定其厚度。一般开的槽越大,平台的板面的厚度就相应的越厚。比如:一块2000*4000的T型槽铸铁平台,如果开槽的尺寸是22开口,它的T型槽是36mm,所以T型槽铸铁平台板面的厚度不能低于65mm,以保证平台整体的结构不变形。相同情况下,如果开槽的尺寸是28mm,T型槽铸铁平台板面的厚度不能低于80mm,依次类推。
铸铁平台承载是指:铸铁平台的承载是指铸铁平板单位面积承受的重量后,平板的变形挠度。当然铸铁平台的承载和他的实际设计和实际的生产加工还有比较密切的关系。平板的承载和它的长宽高、平板的表面精度重量、材质要求等等。铸铁平板要定期实施周期检定,一般情况为1年,检定周期要根据使用的详细情况确定。这一小壁厚与铸造合金液的流动性以及铸铁平台的轮廓尺寸有关。
还有一种情况是根据用户生产工件承重等方面的要求,我们也可以设计局部加厚的结构。就是因在开槽的地方;加厚(此方案适合平台承重较轻的),这样即可节省成本,也可以保证客户的正常使用。目前也正在广泛使用。
铸铁平台的粗刮完成后,还要经过细刮和精刮才能完成一块合格的铸铁平板。细刮做为刮研过程的一个中间环节,也是至光重要的,在细刮时同样也是有需要注意的事项。
1、粗刮完成后,进行细刮。细刮的刀迹要比粗刮时小,大约在6mm宽,20mm长。
2、刀迹要按点的分布情况(不要连成一片),要按次序按着的方向依次刮去,不可东挑西剔,浪费时间。连续两次的刮研要交叉一角度。
3、刮研时眼睛要看着刀前,不可以左顾右盼,逐渐的刮过去后,用刷子刷去铁屑,如有落下的高点,再补刮一次。我公司生产T型槽铸铁平台
4、开始细刮时点很少,某些地方的高低很不明显,有时底凹的部分也有几个凸起的小点,如果不刮去,的点就没有办法增加,点无法均匀,这种点很亮,注意刮研时不要影响它的周围。
5、要比较连续两次的显示结果,如果点的分布不是趋向均匀的增加,那么,应该马上看原因出在哪里,盲目的刮研必然会浪费时间。
6、铸铁平板的表面的高底不均匀,所显示出的点有亮有暗。高起的亮点应该重刮,暗的黑点应该轻刮。
7、刮刀的刃口要经常保持锋利,防止发生撕纹,不然在细刮时就很难去掉掉了。
8、细刮的点要很快地增加到每25mm210~15个点,同时要保证获得一个准确的平整性。http://www.chinaweiyue.com/
一.使用T型槽平台应注意的事项:
1.T型槽铸铁平台在使用时要先进行安装调试。然后,把平台的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和平台的工作面有过激的碰撞,避免损坏平台的工作面;工件的重量 不可以超过平台的额定载荷,否则会造成工作质量降低,还有可能损坏平台的结构,甚至会造成平台变形,使之损坏,无法使用。
2.安装T型槽铸铁平台从锻造毛坯到成品使用要经由多次的吊装和运输,安装平台的周围都设计了吊装口,吊装安装平台时要按工序要求操纵,才可以调运。这样才可以保证安装平台不变形。安装平台在吊装过程中要考虑有可能泛起的一些意想不到的情况会发生,提前作好预备,安装平台的成品重量有的可以达到50吨,所以吊装是安装T型槽铸铁平台可以放心使用的一个不可忽视的环节。
以上这些事项工作人员在操作中要特别注意对于T型槽T型槽铸铁平台的铸造是把金属加热熔化后倒入砂型或模子里,冷却后凝结变成器物。金属经过塑性变形,有细化晶粒的做用,切纤维接连,因而常用于重要零件的毛坯制作,例如轴、齿论等。铸造对被加工才料有需求,通常铸铁、铝等的铸造功能较好。锻造不具备铸造的许多长处,但它能制作形状杂乱的零件,因而常用于力学功能需求不高的支称件的毛坯制作。
以上就是关于河南T型槽铸铁平台 注重质量检验平台全部的内容,关注我们,带您了解更多相关内容。