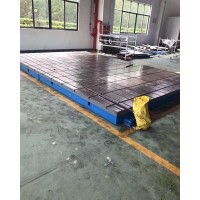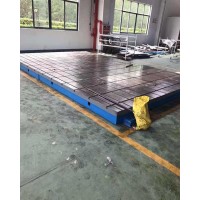




大连T型槽试验平台铸造工厂每日生产过程中,经过反复浇注的热量积蓄,使旧砂温度不断上升,一般大连焊接铸铁平台造型时型砂温度超过40℃或43℃,或者比环境温度高12℃以上,可认为存在热砂问题,热砂给生产造成的不良影响如下:
1、随着砂温提高,标准试样的重量和湿压强度等性能都会下降。
2、热砂蒸发出来的水蒸气凝结在冷的运输皮带上,而使其粘附一层型砂,随时撒落地面而影响车间卫生。凝结在砂斗内壁,砂斗挂砂越来越厚,容积越来越小。
3、大连T型槽试验平台砂型表面的热砂容易脱水变干,使砂型表面发酥,棱角易碎,不耐金属液冲刷,容易造成冲蚀和砂孔问题。
4、大连T型槽试验平台热砂的水蒸气凝结在模板表面,使起模性恶化。水蒸气凝结在型腔中冷铁和砂芯上,使铸件产生气孔问题。
为了防止和解决热砂问题,条件许可时候,重要的措施是应当在砂处理系统设计阶段就考虑到加大砂系统实际容量,减少型砂使用的循环次数,每班旧砂循环好不超过两遍。尤其重要的是采取增湿通风冷却处理。有的工厂应用结构良好的增湿沸腾冷却设备,能将型砂温度降低到要求范围内。有的工厂只是在落砂后斜爬皮带上自行按装一个简易的雾化喷水装置,根据来砂多少自动调节喷水量,也可以使砂温适当降低。此外,为了防止热砂粘附模样,除了在模板上喷涂以煤油或轻柴油为原料的脱模剂以外,还可采用模板加热装置,减小型砂与模样的温度差异,避免水蒸气凝聚在模板上,从而减少起模时砂型损坏。但是模板加热温度不可高于型砂温度,以免型腔表面脱水变脆弱而产生砂孔问题。
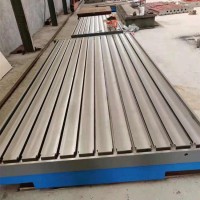
T型槽平台刨时,有时会出现吃刀突然增加,产生扎刀现象,使刀加工的大连T型槽试验平台表面上出现小沟纹或不大的台阶。这样不仅会影响表面粗糙度,而且严重时还会损坏刨刀。这利现象主要是由于刀架丝杠与螺母间的间隙过大所引起的。此外,拍板、滑枕等部分的配合间隙过大也会产生这种现象。防止扎刀的措施如下:
1、拧紧刀架侧面的紧固螺钉,防止刀架受边后上下窜动。因此,在调整好吃刀以后,要把紧固螺钉拧紧,等要调整刀架上升或下降时再把它松开。
2、刨刀在刀架上要垂直安装,不要向主动削刃方向偏转。否则,切削过程中因切削力的作用,使刨刀沿刀座转动,也会出现扎刀现象。
3、大连T型槽试验平台刨削过程中,中途不要停车。特别是在后精刨大连T型槽试验平台平面时,不要中途停车。
铸铁平台的技术要求:
1、平台工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等问题。
2、平台的铸造表面应清楚型砂且平整,涂漆牢固。
3、精度等级为0级~3级的平台工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm。
4、平台应采用细密的灰口铸铁等材料制造,其工作面硬度应为170~220HB。
5、平台工作面通常采用刮削工艺。对采用刮削加工的3级平台工作面,其表面粗糙度Ra大允许值为5μm。
6、平台应去磁和稳定性处理。
7、平台相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的变形。
8、若平台工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。http://www.chinaweiyue.com/
铸铁平台工作面上不应有砂孔气孔裂纹夹渣及缩松等铸造问题。各铸造表面应型砂,且表面平整涂漆牢固,各税边应修钝。在铸铁平台平台的相对两侧面上,应有安装手柄或吊装位置的设置螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。铸铁平台平台工作面上不应有锈迹划痕碰伤及其他影响使用的外观问题。铸铁平台主要适用于跟中检验的任务,是在机械的制造中的一种基本的工具。铸铁平台是一种量具,主要原理是应用的是游标读数。多用来对一些零件的内外径,还有长度宽度等进行测量,同时也能测量两件的高度与深等,可以说,铸铁平台的应用时非常广泛的。铸铁平台需要进行热处理,因为它是一种大型铸件要经过热处理才能提高本身的使用价值。
以上就是关于天津T型槽试验平台 250牌号铸铁T型槽平台 信誉保证全部的内容,关注我们,带您了解更多相关内容。