



T型槽试验平台铸件上的气孔一般为气孔和缩孔两种,在灰铸铁T型槽试验平台铸件中气孔和缩孔的形成是不一样的,控制方法是不同,气孔形成的原因有以下几种:
T型槽试验平台铸件型砂水分高、型砂的透气性能差、铸型的硬度高、型砂的微粉含量高、铸型的气体通量小、浇冒口设计不合理、树脂砂造型时树脂的用量大、树脂的质量差、浇铸速度快等。控制方法是选择透气性能好的型砂、降低型砂的水分含量、降低型砂的微粉含量、降低T型槽试验平台铸件铸型的硬度、加强铸型的透气性能、合理的设计浇冒口、合理的掌握树脂的用量、注意树脂的质量、降低浇铸速度、在不影响铸件质量的情况下降低浇铸温度、。
缩孔的形成原因是铁水的补缩不足造成的、形成的种类有多种控制方法也有多种,要具体情况具体对待。控制方法是:加大浇冒口的设计合理的选择浇注温度、合理的使用冷铁、合理的设计浇冒口等。
为了使铸件组织致密、硬度均匀,对平台底部区域预埋风管加速冷却,区域散热条件。在平台外周开设内浇道,平衡各部分温差。浇注后根据砂型监测点温度显示数据的变化,及时对散热管通风调整砂床温度,使区域砂型的温度与四周一致。砂型温度监测设备为EU-2(K)测温仪,测温范围0~1300℃。
(1)基准重合。平台的高度方向有一条基准线,也有线,这些是平台的设计基准,也是平台加工和装配基准,铸型装配时要将铸造基准与加工基准重合,避免因基准变换而引起误差,影响整个铸型的装配精度。
(2)画好组型、下芯定位线。合箱之前要先在砂床表面画好定位线,留出下芯标记。先下好46#砂芯,46#芯是其余49块外周砂芯的基准;21#~24#Φ60mm×2500mm长条通孔芯采用铬矿砂制作,防止粘砂,为了防止21~24#芯过长而出现弯曲,在芯子的中部与砂床预留的焊点连接固定;严格按照画好的定位线依次下1~20#外型芯,25~45#内腔芯,下芯后要用直尺校验芯子与平台轴向基准面的垂直度。
(3)组型芯下好后,在其外部应填充型砂,填砂前要用卡板在砂芯内侧支撑牢固,防止尺寸变化,填砂硬化后再撤掉卡板。上型采用盖芯,分块制作。为防止盖芯涨箱,合箱结束后使用垫铁均匀支撑每块砂芯,每块砂芯要保证有至少2点垫铁加固。
(4)为防止芯撑在凝固强度不足时软,采用的芯撑进行支撑。
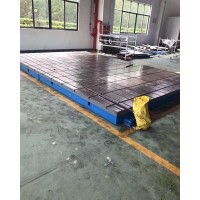
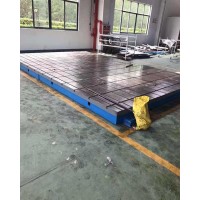
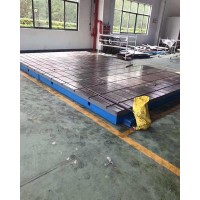
T型槽平台是高度测量的基准面:将待测物与量表座一同放置于平板上,进行高度比较测量,后可再将其高度与标准量块相比较。T型槽试验平台是平行度测量的基准面:固定量表座,然后使量表指针接触在待测物表面上方,移动待测物,可检查工件面与T型槽试验平台面的平行度。
T型槽试验平台角度测量的基准面:利用平台作基准面,配合正弦杆及角度规,可进行角度量测。T型槽试验平台是基准面:可按照工作图的尺寸,进行的工作。T型槽试验平台也可以根据用途在T型槽试验平台表面刻制刻度线,使划线、测量等工作为方便。
一般铸铁平台的使用寿命很长,只要采用正确的方法使用和保放,T型槽试验平台工作面的精度可以保持使用2年以上,铸铁平台精度降低时可以通过调试或刮研工艺恢复,T型槽试验平台本身的使用寿命可以达到50-100年,所以,在使用铸铁平台的过程中要注意不要在潮湿,有腐蚀、过高和过低的温度环境下使用和存放,这样才可以延长T型槽试验平台的使用寿命,保证工作质量。铸铁平台是划线的主要基准工具,其安放要平稳牢固,上面应保持水平。T型槽试验平台的平面各处要均匀使用,以免局部磨凹,其表面不准碰撞也不准敲击,且要经常保持清洁。T型槽试验平台长期不用时,应涂油防锈,并加盖保护罩。http://www.chinaweiyue.com/
铸铁平台的定义:根据图样的要求,用划线工具在毛坯或半成品工件上划出待加工部位的轮廓线或作为基准的点、线的操作称为划线。
作用:轮廓线即为毛坯或工件的加工界限和依据,所划的基准点或线是毛坯或工件安装时的标记或校正线;借划线来检查毛坯或工件的尺寸和形状,并合理地分配各加工表面的余量,及早剔除不合格品,避免造成加工后的工件报废,因此对划线的要求是:尺寸、位置、线条清晰、冲眼均匀。划线精度一般在0.25mm~0.5mm之间,划线精度将直接关系到产品质量。
生产T型槽试验平台、划线平台、T型槽平台、T型槽试验平台使用广泛,适用于船舶行业、机械行业、机床行业等!欢迎各行业企业咨询采购,同时也欢迎友人来我公司参观指导,采购我公司产品。
以上就是关于四川T型槽试验平台 无缩松焊接平台 参数可调全部的内容,关注我们,带您了解更多相关内容。