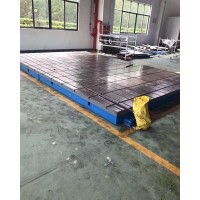




在T型槽试验平台的尺度和企业尺度及T型槽试验平台的使用要求有出入的时候,可以根据实际中对T型槽试验平台的需要进行特殊的设计。设计T型槽试验平台的理念要本着以低的本钱到好的使用效果,好的使用效果还要达到出产和使用双方都有互惠互利的原则。检验T型槽试验平台用于各种检修工作,如丈量用的基准平面,各种机床机械的检修丈量,检查零件的尺寸精度、行位偏差,并作出划线,T型槽试验平台是机床、机械制造、电子出产等20多种行业不可缺少的产品。
T型槽试验平台出产工序一般要严格采用《机械行业尺度》T7974—2000加工和出产。但是有时候还要因地制宜、因事制宜的设计。
在T型槽试验平台的尺度和企业尺度及T型槽试验平台的使用要求中,可以根据实际中对T型槽试验平台的需要提出技术要求。设计T型槽试验平台的技术要求本着以低的本钱到好的原则。
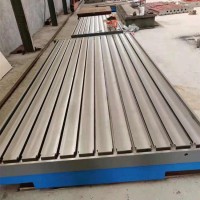
T型槽试验平台米字型布线布点的特点如下:
一、测量精度较高。
二、测量截面较少,且每个截面都有的代表性,测点为特征点,便于反映被检平板平面总的弯曲态势及其平整性。
三、测点分布规则给用基面变换求取小区域法平面度带来方便。
四、这种按对角线截面为基面进行平面度评定的方法称为对角线法,该法实际上只是将观测结果统一到同一个基准面上,而没有避免由于多余观测产生的重复点的重复误差,这种保留矛盾的计算方法是不够合理的,因此该法需检验与控制其重复误差的大小。
五、该法易掌握、使用方便,了广泛应用。
六、通常对角线、长边、短边的长度均不相等,需采用不同跨距桥板检定,数据处理较麻烦。
铸铁平台经过热处理后,是怎么提高它的使用性能的,想弄明白这个问题,还要从铸铁平台的制造工艺规程谈起。
铸铁平台铸造工艺规程,一般可以分为两类,一类是通用性的,即对铸造过程中的各个主要环节,例如,对型(芯)、砂型(芯)的烘干、合型浇注、合金、熔炼、落砂清理等,可制定通用性的(对每一个铸件都适用的)工艺规程。另一类是对每一个铸件,根据其各自的要求,设计出工艺图或工艺卡等。
铸铁平台铸造工艺规程的完备和细致程度,取决于工厂的生产条件和生产性质。例如,大批量生产的铸件,工艺规程可以编得完备些和细致些。单件小批生产或不太重要的铸件,则可以简单些。所以格式不可能统一,形式也是多种多样。
我们在了解了铸铁平台的制造工艺规程后,再来了解热处理后的铸铁平台的使用性能。
热处理是一种提高铸件本身的使用性能,铸铁平台的内在质量的工艺,在铸铁平台铸件的制作过程中,要经过热处理,这主要是因为铸铁平台产品是一种大型铸件要经过热处理才能提高本身的使用性能,铸铁平台的内在质量。
金属热处理是机械制造中的重要工艺之一,与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或工件的使用性能。其特点是工件的内在质量。
为使金属工件具有所需要的力学性能、物理性能和化学性能,除合理选用材料和各种成形工艺外,热处理工艺往往是的。钢铁是机械工业中应用广的材料,钢铁显微组织复杂,可以通过热处理予以控制,所以钢铁的热处理是金属热处理的主要内容。另外,铝、铜、镁、钛等及其合金也都可以通过热处理改变其力学、物理和化学性能,以获得不同的使用性能。
T型槽平台量具正确的刮研姿势,以右手握刀柄,手心向上,左手握刀身距刀头约35~50mm处,大拇指压在刀上,四指卷入刀下尽量使掌心贴近刀身。左手的动作,主要是下压,指挥方向,找正下刀的部位;右手握住刀柄,使刀身和T型槽试验平台成的角度,向前推时左脚前跨,上身向前倾偏斜,以增加左手的压力,并方便观察刀前的情况(但也不要前倾过多,否则容易腰疼),在右手前推时左手和腰部应稍扭动,以增加推力,否则只靠右臂不能的刮研。刮研时刀身与T型槽试验平台所成的夹角以-25°的算是好,新磨的刮刀,刃口锋利,所以夹角宜稍小,否则吃刀过大,刮研过相当长的时间后,刃口磨钝,则夹角可稍大。http://www.chinaweiyue.com/
我们在使用T型槽试验平台时应该注意的环节:
先,平板在使用时要进行相当时间的安装调试;然后,把平板的工作面尽量擦拭干净,在确认没有问题的情况下使用。使用过程中,要注意避免工件和平板的工作面有太过激烈的碰撞,防止平板工作面的损坏;工件的重量不可以超过平板的额定载荷,否则会降低工作质量,还有可能损坏平板的结构,甚至会造成平板变形,无法使用。
为了增加T型槽试验平台的使用寿命,我们要尽量的去做好平时的维护和保养工作,才能够让T型槽试验平台长时间的为我们服务。以上就是关于郑州T型槽试验平台 T型槽平台 质量保证全部的内容,关注我们,带您了解更多相关内容。