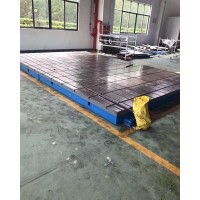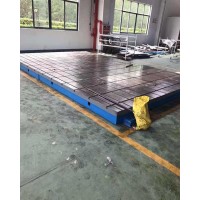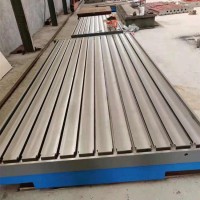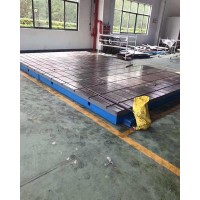




条形铸铁平台按GB7947-1999标准制造。压砂平板,压砂平台制成双围子、单围子和箱体式。其工作面外形分为长方形、正方形或圆形,工作面上可加工V形、T形、U形槽和圆孔、长孔等用以满足生产中压砂平板,条形铸铁平台的不同工作需要。
条形铸铁平台的材质为合金、球墨压砂平板。强度铸铁HT150-300,工作面硬度为HB170-350,经过两次人工处理(人工退火600度-700度和自然时效2-3年)对铸铁平台,条形铸铁平台进行热处理的目的是减少逐渐中的应力,去掉压砂平板,压砂平台的部分白口组织,提高条形铸铁平台工作表面的硬度和性,使该压砂铸铁平台的精度稳定,性能好。
条形铸铁平台工作面采有用研磨工艺,用于制件的研磨,量具的修理,用本产品研磨后的制件表面粗糙度Ra≤0.08μm。在机械制造中也是不可缺少的基本工具;压砂平台工作面采用刮削即人工刮研工艺,研磨工艺。条形铸铁平台按标准计量检定规程执行,分别为0级、1级、2级、3级铸铁平台四个等级。
条形铸铁平台是在研磨平板的基础上将平板工作面嵌入均匀的研磨砂,将压砂平板作为干研工具可以使工件获得很高的光洁度及尺寸公差,压砂平板大部分选用球磨铸铁或低合金球磨铸铁作为原料。
条形铸铁平台的研磨方法一般有两种:一种是三板互研法,这种方法压砂的结果是,三块平板平面度都很好,三块平板的压砂效果基本一样,并且三块平板都可以使用,不经常压砂,但对修理技术要求较高,所谓三板互研法是指三块平板互相之间依次互研,并且每块平板只能当下板两遍,实际共研磨6遍。
条形铸铁平台另一种方法是两块板互研法,也叫子母板压法。这种方法是只用两块平板一上一下互研,用这种方法压砂结果是,两块平板的平面度基本吻合,上面铸铁平台的平面度凹,下板的平面度凸,并且下板的压砂效果要比上板的好。由于上板中间凹,不容易修理量块,一般不用上板,只用下板。缺点是下板的凸起程度不易控制,只能用一块平板。每次压砂时需要研磨3至4遍才可以完成。每遍6分钟左右。两种方法相比较,通常还是选择前者。
铸铁平台泡沫型制造是一项非常重要的基础环节,这一项工作如果做好了,平板的工作就算做好了三分之一了。泡沫型的制造要严格的按照客户提供给我们的加工图纸进行制造,各方面的设计要达到合理,平板的板面,侧围的加工量要预留好,因为铸铁平板在铸造出来后,这两个重要部位,从精度方面还是从美观的方面都是需要加工的。
泡沫型所选的材质的密度也是很关键的,密度低的材质,制造出来的泡沫型在制造出来后,在装入沙箱的过程中,就有可能出现损坏的情况。如果泡沫型处理好了,一些铸造问题就能的进行避免,比如说铸铁平板工作面塌陷,厚薄不均的问题,都能够的进行解决。
铸铁平台是一个很方便的方法,工期短,从而铸造出来的铸件也比较结实,成品率也比较高,价方面也比较实惠。
按照条形铸铁平台的种类,对灰铁铸件、可锻铸铁件及球墨铸铁分别有不同的技术要求。一般情况下,灰铁铸件按GB976-67执行。球墨铸铁用生铁按GB1412-78选用。标准按化学成分装生铁分为若干组、类、级,但不考虑含碳量。检验可按GB1348-88进行。其形状尺寸及质量偏差应符合图纸规定或符合GB6414-1999的规定。平板的牌号、加工余量、尺寸偏差应符合图纸规定或符合GB6414-1999的规定。
先是,用两个平行的理想平面包容实际表面,并使两理想平面间的距离为小,此小距离为平面度误差值。其次是,用一个理想平面与实际表面相切,且与实际表面之间的大距离为小,此距离为平面度值。再次是,将一个理想平面按实际表面的趋向,置于实际表面的中部,并使实际表面上各点到理想平面的距离平方和为小;后是,以通过被测表面的一条对角线而平行于另一条对角线的平面作为评定基面,各测点对此平面偏差中大值与小值之差为被测面平面度误差值。http://www.chinaweiyue.com/
此外还有检测条形铸铁平台表面度的方法,就是借助仪器。光切显微镜以光切法丈量零件加工表面的微观不平度。判定表面粗拙度0.2,对于表面划痕、刻线或某些问她的也可用来进行丈量。光切法特点是在不破坏表面的关况下进行的。是一种间接丈量方法。即要经由计算后才能确定纹痕的不平度。
以上就是关于广东条形铸铁平台 选材好铸铁平台全部的内容,关注我们,带您了解更多相关内容。