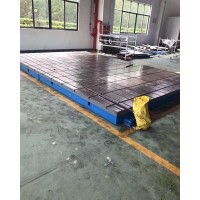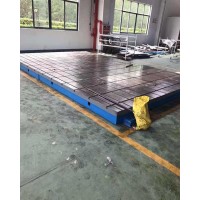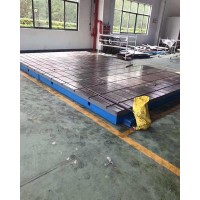




条形铸铁平台依照国标GB/T22095-2008标准制造,是用于工件检测或划线的平面基准器具。条形铸铁平台主要用于检验工件误差的基准,在机械制造过程中起着至关重要的作用,它是每个工件出厂前检验的基本基准工具。所以铸铁平板在安装时应调至水平、负荷均分布于各支点上,环境温度使用时应避免振动。
同样在加工铸造时条形铸铁平台上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面问题,如铸铁平板铸件表面冷硬层、气孔、夹砂层,脱碳层、表面裂纹、锻件表面的氧化皮,切削加工后的内应力层和表面粗糙度等。从而提高铸铁平板的精度。为了加工出合格的铸铁平板,从毛坯上切去的那层金属的厚度,称为铸铁平板加工余量。加工余量又可分为工序余量和总余量。某工序中需要切除的那层金属厚度,称为该工序的加工余量。
条形铸铁平台余量的问题解决了,在来看一下它的平面度问题。铸铁平板平面度是指基片具有的宏观凹凸高度相对理想平面的偏差。铸铁平板平面度误差是将被测实际表面与理想平面进行比较,两者之间的线值距离即为平面度误差值;或通过测量铸铁平板实际表面上若干点的相对高度差,再换算以线值表示的铸铁平板平面度误差值。
条形铸铁平台平面度的测量方法有以下几种:
1、平晶干涉法测量铸铁平板平面度:平晶干涉法用光学平晶的工作面体现理想平面,直接以干涉条纹的弯曲程度确定被测铸铁平板表面的平面度误差值。
2、光波干涉法测量铸铁平板平面度:光波干涉法常利用平晶进行,可以把干涉图案作为被检验铸铁平板表面的等高线,因此可以画出该表面的形状。
3、打表测量法测量铸铁平板平面度:打表测量法是将被测零件和测微计放在标准铸铁平板上,以标准铸铁平板作为测量基准面,用测微计沿实际表面逐点或沿几条直线方向进行测量。
4、液平面法测量铸铁平板平面度:液平面法是用液平面作为测量基准面,液平面由“连通罐”内的液面构成,然后用传感器进行测量。我公司生产配重铁
5、三坐标测量法测量铸铁平板平面度:三坐标测量机在测量平面度时可以通过测量软件自动进行平面度误差计算与分析,不需人工计算,大大提高测量效率和准确率。测量前也可在测量软件中设定公差值,当测量结果不在平面度公差带时,超差数据可以用不同颜色显示。
生产条形铸铁平台回火工艺的重要性:
在加工条形铸铁平台的工序中回火工艺是很重要的一个环节,经过人工回火工艺的条形铸铁平台具有稳定的刚性,的工作面,使用寿命长久。条形铸铁平台铸造完成后经过人工回火工艺已达到削除内应力的作用,具体工艺步骤如下;
1、铸铁平台装炉:装炉温度不宜过高,一般小于150℃。装炉时应保证加热过程炉气循环。
2、条形铸铁平台升温:升温速度应控制在小于60℃/h。
3、条形铸铁平台保温:保温温度为540-560℃,保持恒温4h。
4、铸铁平台降温:恒温结束后,开始降温;降温速度小于30℃/h。
5、条形铸铁平台出炉:出炉温度应小于200℃,冬天应小于150http://www.chinaweiyue.com/
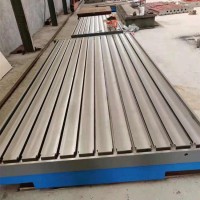
想要生产合格的T型槽条形铸铁平台就要严格按灰铸铁标准:ISO185-1988执行标准,采用22#本溪生铁60,废钢25,余量机铁60,炉前孕育用硅碎块0.3等原材料。条形铸铁平台制造、验收标准:1、制造标准GB/T22095-2008; 2、灰铸铁件:GB9439—88;3、平台尺寸公差:GB6414—86。
一般在选购铸铁条形铸铁平台时,可根据客户的要求自行设计条形铸铁平台的尺寸规格是否配带支架。条形铸铁平台支架一般材质为角铁或者方钢。条形铸铁平台一般选用三角铁支架,而方钢一般用于大理石平台。假如我们的铸铁条形铸铁平台设计高度为300mm,那么平板支架则为500mm。也就是说,通常:铸铁条形铸铁平台+支架=高度800mm。是根据工作人员实际操作舒服为标准,而设定的总高度。
以上就是关于武汉条形铸铁平台 工期缩短铸铁平台 多件拼接全部的内容,关注我们,带您了解更多相关内容。